
















Transmission Shaft Deburring with UBUIRR in the Automotive Industry
This case study compares NOGA UBURR with competitor tools for front and back deburring of drilled holes in transmission shafts made from AISI 4340 steel. The results show superior tool life and surface finish with NOGA UBURR in high-volume production.

Back Deburring of Clamping Screws in Cutting Tool Manufacturing with NOGA UBURR
This case study demonstrates efficient rear burr removal in drilled holes for clamping screws made from hardened AISI 4340 steel. Using NOGA UBURR on a Hermle C50, the process achieves consistent results in a single setup for high-volume production.

Spot-Facing & Counterboring of Aluminum Structural Supports in the Automotive Industry with NOGA USPOT
This case study presents how an automotive manufacturer improved surface finish and tool life in aluminum cast structural supports using NOGA USPOT. The solution overcomes the limitations of traditional spot-facing tools, delivering stable performance and efficient cycle times even in interrupted cuts.

Dual-Sided Thread Deburring in 38 HRC Hardened Steel with NOGA UBURR
This case study evaluates NOGA UBURR for front and rear deburring of machined threads in hardened AISI 4340 steel at 38 HRC. The process removes burrs in a single operation while producing clean 0.2 × 45° chamfers on both sides. The results demonstrate effective deburring with minimal tool wear, even after multiple holes

40,000% ROI: Rear-Hole Deburring of 17-4 PH Medical Drills with NOGA UBURR
This case study shows how NOGA UBURR transformed rear-hole deburring of 17-4 PH stainless steel medical drills. The single-operation solution delivers clean, precise chamfers with excellent surface finish and repeatability. By eliminating manual deburring and reducing cycle time, the customer achieved a dramatic productivity boost and an ROI of 40,000%.

Front & Rear Deburring of 17-4 PH Medical Drills with NOGA UBURR
This case study highlights how NOGA UBURR enables precise front and rear deburring of drilled holes in 17-4 PH stainless steel medical components. The solution removes burrs in a single automated operation, producing clean 0.2 × 45° chamfers with high repeatability. By replacing manual deburring, the process improves consistency and saves approximately 20 hours of labor per month.
Automated Deburring of Aluminum Aerospace Components with NOGA UFIBER
This case study demonstrates how NOGA UFIBER replaced manual deburring of complex aluminum aerospace parts with a fully automated solution. The process delivers consistent edge quality and surface finish on drilled and machined features. By reducing manual intervention, the customer achieved significant time savings and improved repeatability across batches.

Front & Rear Deburring of 60 HRC Tool Steel with NOGA UBURR
This case study evaluates NOGA UBURR on hardened AISI H13 tool steel pallets at 60 HRC. The tool removes front and rear burrs in a single operation, producing clean 0.2 × 45° chamfers with no noticeable wear after repeated holes.

UFIBER Case Study – Controlled Burr & Surface Finish Improvement
NOGA UFIBER surface and cross-hole brushes deliver consistent burr removal and surface finish improvement on aluminum, steel, Inconel, and titanium parts. Proven in automotive, aerospace, and tube applications, UFIBER removes machining marks, improves Ra values, and ensures repeatable finishing under CNC conditions.
Automated CNC Deburring of Small Stainless Steel Components UFIBER Ceramic Brush Case Study – SS 420
UFIBER ceramic brushes from NOGA MT deliver mark-free, repeatable results on stainless steel and complex parts — eliminating manual deburring and polishing marks for faster, smarter production.
Automated Cross-Hole Deburring in 17-4 PH Stainless Steel | Medical CNC Case Study
Eliminate manual deburring and protect your threads with CNC-automated cross-hole deburring using UFIBER™ nano-technology ceramic fiber brushes. Designed for hardened materials like 17-4 PH stainless steel, UFIBER delivers fast, consistent, and damage-free burr removal — reducing deburring time from 180 seconds to just 18 seconds per part. Increase productivity. Reduce scrap. Automate your finishing process

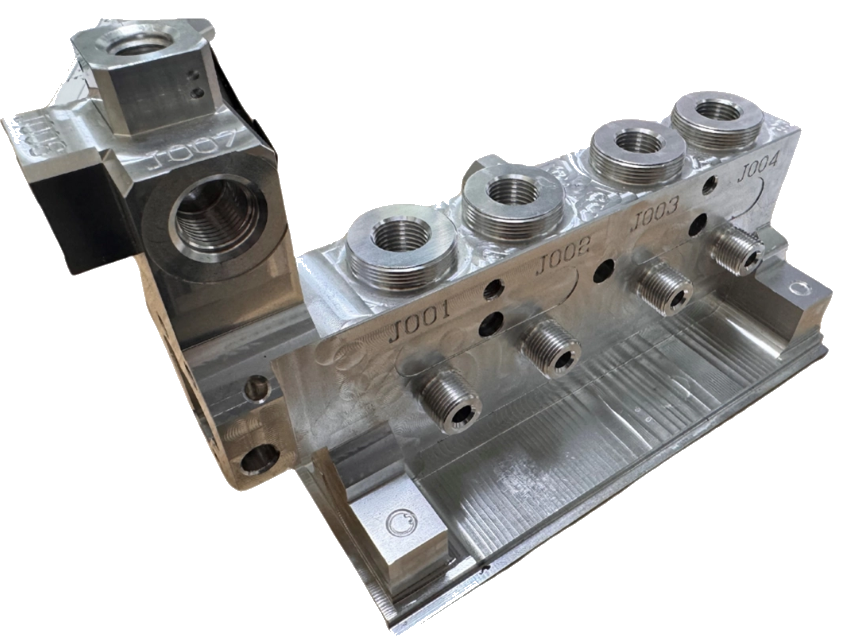
Automated Cross-Hole Deburring in SUS303 Medical Manifold Blocks
Replace manual deburring with a fully automated UFIBER™ solution. Achieve consistent cross-hole deburring, superior surface quality, and reliable production results in SUS303 medical components.

Spot-Facing & Counterboring of Aluminum Structural Supports in the Automotive Industry with NOGA USPOT
This case study presents how an automotive manufacturer improved surface finish and tool life in aluminum cast structural supports using NOGA USPOT. The solution overcomes the limitations of traditional spot-facing tools, delivering stable performance and efficient cycle times even in interrupted cuts.
Dual-Sided Thread Deburring in 38 HRC Hardened Steel with NOGA UBURR
This case study evaluates NOGA UBURR for front and rear deburring of machined threads in hardened AISI 4340 steel at 38 HRC. The process removes burrs in a single operation while producing clean 0.2 × 45° chamfers on both sides. The results demonstrate effective deburring with minimal tool wear, even after multiple holes
40,000% ROI: Rear-Hole Deburring of 17-4 PH Medical Drills with NOGA UBURR
This case study shows how NOGA UBURR transformed rear-hole deburring of 17-4 PH stainless steel medical drills. The single-operation solution delivers clean, precise chamfers with excellent surface finish and repeatability. By eliminating manual deburring and reducing cycle time, the customer achieved a dramatic productivity boost and an ROI of 40,000%.
Front & Rear Deburring of 17-4 PH Medical Drills with NOGA UBURR
This case study highlights how NOGA UBURR enables precise front and rear deburring of drilled holes in 17-4 PH stainless steel medical components. The solution removes burrs in a single automated operation, producing clean 0.2 × 45° chamfers with high repeatability. By replacing manual deburring, the process improves consistency and saves approximately 20 hours of labor per month.
Transmission Shaft Deburring with UBUIRR in the Automotive Industry
This case study compares NOGA UBURR with competitor tools for front and back deburring of drilled holes in transmission shafts made from AISI 4340 steel. The results show superior tool life and surface finish with NOGA UBURR in high-volume production.
Back Deburring of Clamping Screws in Cutting Tool Manufacturing with NOGA UBURR
This case study demonstrates efficient rear burr removal in drilled holes for clamping screws made from hardened AISI 4340 steel. Using NOGA UBURR on a Hermle C50, the process achieves consistent results in a single setup for high-volume production
Front & Rear Deburring of 60 HRC Tool Steel with NOGA UBURR
This case study evaluates NOGA UBURR on hardened AISI H13 tool steel pallets at 60 HRC. The tool removes front and rear burrs in a single operation, producing clean 0.2 × 45° chamfers with no noticeable wear after repeated holes.
Automated Deburring of Aluminum Aerospace Components with NOGA UFIBER
This case study demonstrates how NOGA UFIBER replaced manual deburring of complex aluminum aerospace parts with a fully automated solution. The process delivers consistent edge quality and surface finish on drilled and machined features. By reducing manual intervention, the customer achieved significant time savings and improved repeatability across batches.
UFIBER Case Study – Controlled Burr & Surface Finish Improvement
NOGA UFIBER surface and cross-hole brushes deliver consistent burr removal and surface finish improvement on aluminum, steel, Inconel, and titanium parts. Proven in automotive, aerospace, and tube applications, UFIBER removes machining marks, improves Ra values, and ensures repeatable finishing under CNC conditions.
Automated CNC Deburring of Small Stainless Steel Components UFIBER Ceramic Brush Case Study – SS 420
UFIBER ceramic brushes from NOGA MT deliver mark-free, repeatable results on stainless steel and complex parts — eliminating manual deburring and polishing marks for faster, smarter production.
Automated Cross-Hole Deburring in 17-4 PH Stainless Steel | Medical CNC Case Study
Eliminate manual deburring and protect your threads with CNC-automated cross-hole deburring using UFIBER™ nano-technology ceramic fiber brushes. Designed for hardened materials like 17-4 PH stainless steel, UFIBER delivers fast, consistent, and damage-free burr removal — reducing deburring time from 180 seconds to just 18 seconds per part. Increase productivity. Reduce scrap. Automate your finishing process
Automated Cross-Hole Deburring in SUS303 Medical Manifold Blocks
Replace manual deburring with a fully automated UFIBER™ solution. Achieve consistent cross-hole deburring, superior surface quality, and reliable production results in SUS303 medical components.



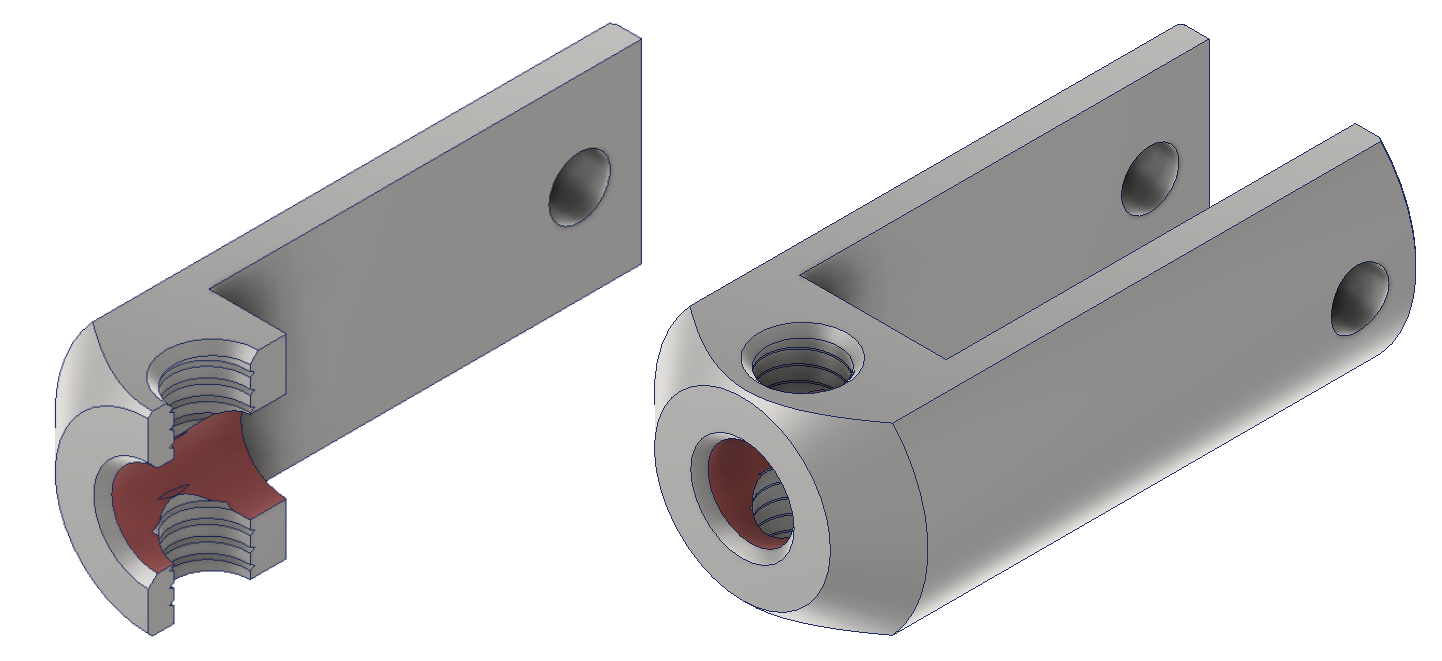
UBACK Technical Information
- How does the UBackTool works?
- UBack Programming guidelines - Continuous Cut
- UBack Programming guidelines – Interrupted Cut
- Counterbore Machining Guidelines for Specific Conditions
- UBack Insert Replacement
- Configuring UBACK tool-holders for different cooling systems
- UBack cutting recommendations
- Coatings Types
- Chip-formers
- NEW UBACK-USPOT Insert and Tool-Holder Configurator
- NEW UBACK-UCHAMF Insert and Tool-Holder Configurator


